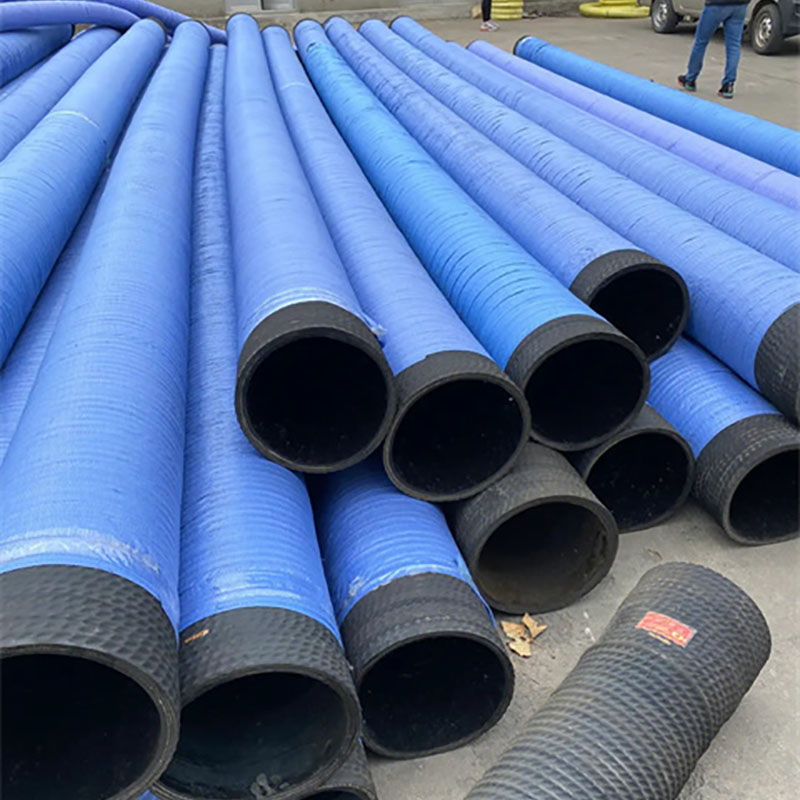
Visokotlačna gumijasta cev
V 21. stoletju razvojna strategija China National Offshore Oil Corporation predlaga osredotočenje na razvoj morskih in plitvih naftnih polj. Zato naftna industrija poleg cevovodov za vrtanje in vibriranje zahteva uporabo plitvih naftovodov. Plitvomorski podmorski naftovodi so bili proizvedeni doma, vendar so plavajoči ali polplavajoči naftovodi in globokomorski podmorski naftovodi še vedno odvisni od uvoza. Z izvajanjem razvojne strategije China National Offshore Oil Corporation se bodo zahteve za izkoriščanje nafte na morju glede zmogljivosti cevi še naprej izboljševale.
Proces produkcije
1. Uporabite mešalnik za mešanje lepila za notranjo plast, lepilo za srednjo plast in lepilo za zunanjo plast v skladu s formulo; Z ekstruderjem iztisnite notranjo plast oljne cevi in jo ovijte na mehko ali trdo jedro, prevlečeno z ločilnim sredstvom (metoda zamrzovanja s tekočim dušikom se lahko uporablja tudi brez jedra cevi).
2. Kolander stisne srednjo plast lepila v tanke plošče, doda izolacijsko sredstvo v zvitek in jih razreže na določeno širino v skladu z zahtevami postopka.
3. Navijte ali prepletite notranjo plast oljne cevi, ki vsebuje jedro cevi, na navijalni ali tkalski stroj z pobakreno jekleno žico ali pobakreno jekleno žično vrvjo. Hkrati sinhrono navijte srednjo plast lepilne folije med vsaki dve plasti pobakrene jeklene žice ali pobakrene jeklene žične vrvi v stroju za navijanje ali tkalnem stroju in zavežite začetek in konec navijalne jeklene žice (nekateri zgodnji stroji za navijanje zahtevajo predhodno napetost in oblikovanje pobakrene jeklene žice).
4. Ponovno ovijte zunanjo plast lepila na ekstruder in ga nato ovijte z zaščitno plastjo za vulkanizacijo iz svinca ali blaga.
5. Žveplajte skozi vulkanizacijsko posodo ali solno kopel.
6. Nazadnje odstranite zaščitni sloj proti vulkanizaciji, izvlecite jedro cevi, pritisnite zgornji spoj cevi ter izvedite vzorčenje in pregled tlaka.
Skratka, izdelava visokotlačnih naftovodov vključuje široko paleto opreme, različne vrste surovin in zapletene proizvodne procese. Vendar pa je v zadnjih letih mogoče proizvodni proces cevi za hidravlično olje, ki so večinoma izdelane iz plastičnih ali termoplastičnih elastomerov, ustrezno poenostaviti, vendar je cena surovin visoka in guma je še vedno glavna surovina.
analiza napak
1. Okvara zunanje lepilne plasti:
(1) Na površini cevi se pojavijo razpoke
Glavni razlog za nastanek razpok na cevi je, da je cev upognjena v hladnem okolju.
(2) Na zunanji površini cevi se pojavijo mehurčki
Vzrok za nastanek mehurčkov na zunanji površini cevi je slaba kakovost proizvodnje ali nepravilna uporaba med delovanjem.
(3) Cev ni pretrgana, vendar obstaja velika količina puščanja olja
V cevi je bilo ugotovljeno veliko puščanja olja, vendar ni bilo ugotovljene nobene razpoke. Razlog je v tem, da ko je tok visokotlačne tekočine šel skozi cev, je bila notranja guma erodirana in opraskana, dokler ni iztekla velika površina plasti jeklene žice, kar je povzročilo veliko puščanja olja.
(4) Zunanja lepilna plast cevi se močno pokvari, na površini se pojavijo mikro razpoke, kar je manifestacija naravnega staranja cevi. Zaradi staranja in propadanja zunanja plast nenehno oksidira, svojo površino prekrije s plastjo ozona, ki se sčasoma zgosti. Dokler je cev med uporabo rahlo upognjena, se bodo pojavile majhne razpoke. V tem primeru je treba cev zamenjati.
2. Okvara notranje lepilne plasti:
(1) Gumijasta plast v notranjosti cevi je trda in ima razpoke: glavni razlog je, da dodatek mehčal v gumijastih izdelkih naredi cev prožno in plastično. Toda če se cev pregreje, lahko povzroči prelivanje plastifikatorja.
(2) Gumijasta plast znotraj cevi je močno poškodovana in močno nabrekla: Gumijasta plast znotraj cevi je močno poškodovana in močno nabrekla zaradi nezdružljivosti med gumijastim materialom znotraj cevi in oljem, uporabljenim v hidravličnem sistemu, ter cev se pokvari zaradi kemičnega delovanja.
3. Napake, ki se kažejo v armirnem sloju:
(1) Cev je bila počena, pletena jeklena žica v bližini preloma pa zarjavela. Ko smo za pregled odluščili zunanjo lepilno plast, je bilo ugotovljeno, da je pletena jeklena žica blizu preloma zarjavela. To je predvsem posledica vpliva vlage ali jedke snovi na ta sloj, ki oslabi trdnost cevi in povzroči, da se cev zlomi pod visokim pritiskom.
(2) Ojačitvena plast cevi ni zarjavela, vendar je v ojačitveni plasti prišlo do nepravilnega preloma žice.
Cev se je zlomila in po odlepitvi zunanje lepilne plasti na ojačitveni plasti ni bilo najdene rje. Vendar pa je prišlo do neenakomernega preloma žice vzdolž dolžinske smeri ojačitvenega sloja, predvsem zaradi visokofrekvenčne udarne sile na cev.
4. Napake, ki se kažejo na razpočni odprtini:
(1) En ali več delov cevi je zlomljenih, z urejenimi razpokami, drugi deli pa so v dobrem stanju.
Glavni razlog za ta pojav je previsok sistemski tlak, ki presega tlačni upor cevi.
(2) Torzija se pojavi na mestu pretrganja cevi
Razlog za ta pojav je, da je cev med namestitvijo ali uporabo izpostavljena čezmernemu zvijanju.
5. Če povzamemo, na podlagi zgornje analize je treba pri prihodnji uporabi hidravličnih cevi upoštevati naslednje previdnostne ukrepe:
(1) Razporeditev cevi se mora čim bolj izogibati virom toplote in biti oddaljena od izpušne cevi motorja. Če je potrebno, se lahko uporabijo naprave, kot so rokavi ali zaščitni zasloni, da se cev ne bi pokvarila zaradi vročine.
(2) Na območjih, kjer se morajo cevi med delovanjem prečkati ali se lahko drgnejo ob mehanske površine, je treba uporabiti zaščitne naprave, kot so cevne objemke ali vzmeti, da se prepreči poškodba zunanje plasti cevi.
(3) Če je treba cev upogniti, radij upogiba ne sme biti premajhen in mora biti večji od 9-kratnega zunanjega premera. Na spoju med gumijasto cevjo in spojem mora biti raven del, večji od dvakratnega zunanjega premera cevi.
(4) Pri nameščanju cevi je treba preprečiti, da bi bila v tesnem stanju. Tudi če med obema koncema cevi ni relativnega gibanja, mora biti ohlapna. Napeta cev se pod pritiskom razširi in zmanjša svojo moč.
(5) Med namestitvijo ne zvijajte cevi. Rahlo zvijanje cevi lahko zmanjša njeno trdnost in zrahlja spoj. Pri montaži je treba na cev namesto spoja zategniti spoj.
(6) Če je cev nameščena na ključnih komponentah, je priporočljivo izvajati redne preglede ali zamenjave.
Visokotlačna cev se uporablja predvsem za hidravlično podporo rudnikov in izkoriščanje naftnih polj ter je primerna za transport tekočin na osnovi nafte (kot so mineralno olje, topno olje, hidravlično olje, kurilno olje, mazalno olje), tekočin na vodni osnovi (kot je emulzija, Emulzija olje-voda, voda) Prenos plinov in tekočin.